Custom Manufacturing for the Food and Beverage Industry: Materials, Standards, and What to Specify
By Adil, Managing Director at AMN Engineering · · 8 min read

Manufacturing parts for the food and beverage industry is not the same as general engineering. The materials, surface finishes, and hygiene requirements are fundamentally different. Getting any of these wrong can mean contamination, failed audits, product recalls, and serious health risks.
This guide covers what you need to know when ordering custom manufactured parts for food processing equipment: which materials to specify, what surface finish is required, and the details that must be on your drawing. We manufacture food grade components at AMN Engineering for clients including Qarshi Industries and Gourmet Foods, so this comes from direct experience.
Why Food and Beverage Is Different
In general engineering, a part needs to be strong enough and dimensionally accurate. In food and beverage, a part also needs to be:
Non toxic. The material must not release harmful substances into food or beverages. Carbon steels like EN8 and EN24 are not food safe because they corrode and can contaminate products.
Corrosion resistant. Food processing involves water, acids (citric, acetic), salt, cleaning chemicals, and steam. Any material that corrodes in these conditions is unsuitable.
Easy to clean. Surfaces must be smooth enough that bacteria, food particles, and cleaning agents do not get trapped in crevices, tool marks, or rough textures.
Non reactive. The material must not react with the food product, alter its taste, color, or composition.
Materials: Why Stainless Steel Is Required
SS304: The Standard Choice
SS304 (18% chromium, 8% nickel) is the most commonly used material for food processing equipment. It provides excellent corrosion resistance against most food products, cleaning agents, and water. It is non toxic, non reactive, and easy to clean.
SS304 is suitable for: mixing vessels, conveyor components, filling machine parts, packaging machinery components, storage tanks, piping, and general processing equipment.
SS316: For Harsh Environments
SS316 adds 2 to 3% molybdenum to the SS304 composition, giving it superior corrosion resistance against chlorides, acids, and salt solutions. It costs approximately 20 to 30% more than SS304.
SS316 is required for: dairy processing (lactic acid exposure), beverage production (citric acid), marine food processing (salt), and any application involving prolonged contact with acidic or salty food products.
Materials to AVOID in Food Contact
- Carbon steel (EN8, EN24, mild steel): Corrodes, contaminates food with rust
- Brass and copper: Can leach into acidic foods
- Aluminum (uncoated): Can react with acidic foods
- Galvanized steel: Zinc coating can dissolve in acidic conditions
Surface Finish Requirements
Surface finish in food manufacturing is not about appearance. It is about hygiene. Rough surfaces trap bacteria and food particles that cannot be removed by standard cleaning. Smooth surfaces allow complete cleaning and prevent bacterial growth.
Recommended Surface Finishes
| Application | Minimum Ra | Notes |
|---|---|---|
| Direct food contact surfaces | Ra 0.8 or better | Must be polished smooth |
| Indirect food contact | Ra 1.6 | Standard fine machined |
| Non contact structural parts | Ra 3.2 | Standard CNC machined |
| Pharmaceutical (highest grade) | Ra 0.4 or better | Electropolished in some cases |
For direct food contact surfaces, the finish must be smooth enough that cleaning solutions can reach every point on the surface. Pits, scratches, and rough tool marks create harborage points where bacteria survive cleaning cycles.
After CNC machining, food contact surfaces may need additional finishing: fine polishing, electropolishing, or grinding to achieve the required Ra value. See: Surface Roughness Ra and Rz Explained.
Common Parts We Manufacture for Food and Beverage
Shafts and Spindles
Mixer shafts, agitator shafts, conveyor drive shafts. CNC turned from SS304 or SS316 with polished bearing seats and seal surfaces.
Fittings and Connectors
Custom fittings, adapters, and connectors for processing lines. Threaded to BSP or metric standards in stainless steel.
Brackets and Frames
Support brackets, mounting frames, and structural components for processing equipment. Laser cut and fabricated in SS304 with TIG welded joints (smooth, spatter free welds essential for hygiene).
Hoppers, Chutes, and Guards
Sheet metal components that guide, contain, or protect food products during processing. Laser cut, bent, and welded with all internal surfaces polished smooth.
Replacement Parts
Custom manufactured replacements for worn or damaged food processing equipment components when OEM parts are unavailable or have long lead times.
What to Specify on Your Drawing
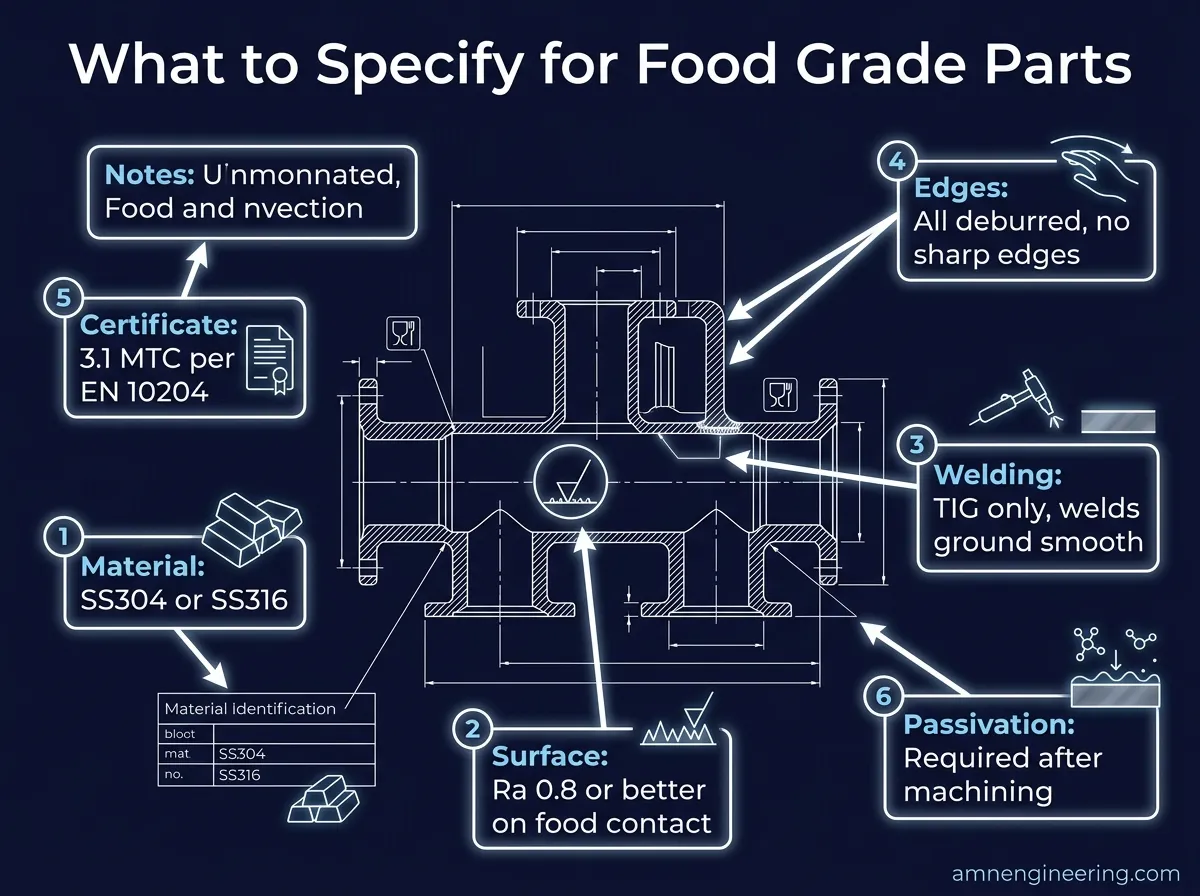
When ordering parts for food and beverage applications, include these details on your drawing or in your RFQ:
- Material grade: SS304 or SS316 (never just "stainless steel")
- Surface finish: Ra value for all food contact surfaces (typically Ra 0.8 or better)
- Welding method: TIG welding for stainless steel food equipment (clean, smooth welds with no spatter)
- Weld finish: "Welds to be ground smooth and polished to match parent material" for food contact joints
- No sharp edges: All edges to be deburred and radiused to prevent injury and improve cleanability
- Material certificate: Request 3.1 material test certificate per EN 10204 to prove the stainless steel grade
- Passivation: Specify if the finished parts need passivation treatment (acid treatment to restore the chromium oxide layer after machining or welding)
- Marking: Specify if parts need identification marking and the method (laser etching is preferred for food equipment as it does not create recesses that trap bacteria)
Frequently Asked Questions
SS304 for most applications. SS316 when the parts will be exposed to acidic foods, dairy products, salt, or chloride based cleaning chemicals. Never use carbon steel, galvanized steel, or uncoated aluminum for food contact.
Ra 0.8 or better for direct food contact surfaces. Ra 1.6 for indirect contact. Smooth surfaces prevent bacterial harborage and allow effective cleaning.
TIG welding. It produces clean, smooth, spatter free welds that can be polished flush with the parent material. MIG welding creates spatter and rougher welds that are harder to clean.
Yes. Request a 3.1 certificate per EN 10204 to prove the stainless steel grade. This is important for traceability and audit compliance.
Yes. We CNC machine, laser cut, and fabricate parts in SS304 and SS316 for food processing clients including Qarshi Industries and Gourmet Foods.