Surface Roughness Explained: What Ra and Rz Mean and How to Specify Them
By Adil, Managing Director at AMN Engineering · · 7 min read
Surface roughness is one of the most misunderstood specifications on engineering drawings. Engineers write "Ra 3.2" on their drawings without always knowing what that number actually means or whether it is the right value for their application.
This guide explains surface roughness in plain language: what Ra and Rz mean, what different values look and feel like, what finishes different manufacturing processes produce, and how to specify the right finish for your parts without overspecifying (which wastes money) or underspecifying (which causes problems).
What Is Surface Roughness?
No manufactured surface is perfectly smooth. Every surface has tiny peaks and valleys created by the cutting tool, grinding wheel, or other manufacturing process. Surface roughness is a measurement of how tall those peaks and valleys are.
The smaller the roughness number, the smoother the surface. A mirror has very low roughness. A sawn steel bar has high roughness.
Surface roughness is measured in micrometers (abbreviated as "um" or the symbol "μm"). One micrometer is one thousandth of a millimeter.
Ra Explained
Ra stands for Roughness Average. It is the arithmetic average height of all the peaks and valleys measured along a sampling length.
Think of it this way: if you could flatten all the peaks into the valleys, Ra tells you how deep the "average" valley would be.
Ra is the most commonly used roughness parameter worldwide. When someone says "the finish is 3.2," they almost always mean Ra 3.2 micrometers.
Rz Explained
Rz stands for Roughness (average peak to valley height over 5 sampling lengths). It measures the average distance between the highest peak and the lowest valley within each of 5 sampling sections, then averages those 5 values.
Rz is always a larger number than Ra for the same surface because it captures the extreme peaks and valleys, not just the average. A surface with Ra 3.2 might have Rz 12 to 20.
When Rz Matters More Than Ra
Rz is more useful when you care about the worst case surface features. For sealing surfaces, O ring grooves, and bearing seats, a single deep scratch (which Rz would catch) matters more than the average roughness (which Ra reports). Ra can hide individual deep scratches because they get averaged out.
Ra vs Rz: What Is the Difference?
| Parameter | What It Measures | Typical Value | Best For |
|---|---|---|---|
| Ra | Average height of all peaks and valleys | Smaller number | General purpose, most common worldwide |
| Rz | Average of 5 peak to valley measurements | Larger (roughly 4 to 6x Ra) | Sealing surfaces, O ring grooves, bearing seats |
Rule of thumb: Rz is approximately 4 to 6 times Ra for most machined surfaces. So Ra 3.2 corresponds to roughly Rz 12 to 20.
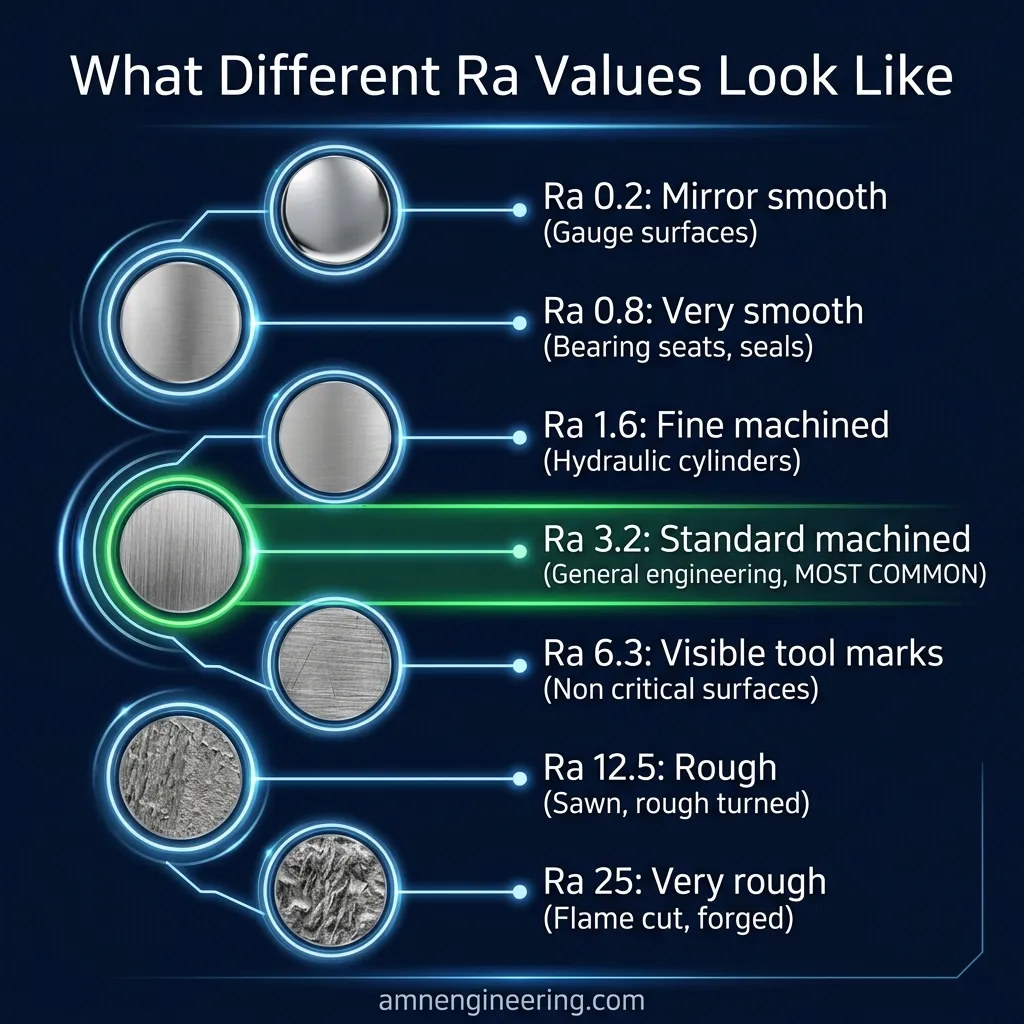
Common Ra Values and What They Look Like
| Ra Value | Description | Typical Application |
|---|---|---|
| Ra 0.2 | Mirror like, very smooth | Gauge surfaces, optical components |
| Ra 0.4 | Very smooth, shiny | Bearing races, precision instrument parts |
| Ra 0.8 | Smooth, slight visible marks | Bearing seats, seal surfaces, precision shafts |
| Ra 1.6 | Fine machined | Good quality CNC turned/milled, hydraulic cylinders |
| Ra 3.2 | Standard machined | General purpose machined surfaces (most common) |
| Ra 6.3 | Visible tool marks | Non critical surfaces, rough machining |
| Ra 12.5 | Rough | Sawn surfaces, rough turning |
| Ra 25 | Very rough | Flame cut, rough forging |
Ra 3.2 is the most commonly specified surface finish for general engineering parts. If your drawing does not specify a finish, most CNC shops will deliver approximately Ra 1.6 to 3.2 as their standard.
Surface Roughness by Manufacturing Process
Different manufacturing processes naturally produce different surface finishes:
| Process | Typical Ra Range | Notes |
|---|---|---|
| CNC Turning | Ra 0.8 to 3.2 | Fine turning can achieve Ra 0.4 |
| CNC Milling | Ra 1.6 to 6.3 | Depends on cutter, stepover, and speed |
| Grinding | Ra 0.2 to 0.8 | Best process for very smooth finishes |
| Laser Cutting | Ra 3.2 to 12.5 | Edge roughness varies with material and thickness |
| Forging | Ra 12.5 to 25 | Always needs machining for smooth surfaces |
| Die Casting | Ra 1.6 to 6.3 | Depends on die surface condition |
| Sand Casting | Ra 12.5 to 25 | Always needs machining |
Key takeaway: if you need Ra 0.8 or better, your part will likely need grinding after CNC machining. This adds cost and time. Only specify this level of finish on surfaces that actually need it (bearing seats, seal faces, mating surfaces).
How to Specify Surface Finish on Your Drawing
The Right Way
Use the standard surface finish symbol on your drawing with the Ra value in micrometers. Place it on the specific surfaces that need a controlled finish. Leave non critical surfaces unmarked (they will get the shop's standard finish, typically Ra 1.6 to 6.3).
Common Mistake: Overspecifying
Specifying Ra 0.8 on every surface of your part is unnecessary and expensive. A bracket that bolts to a frame does not need a mirror finish on its flat faces. Only specify tight surface finishes on functional surfaces:
- Bearing seats: Ra 0.8
- Seal and O ring surfaces: Ra 0.4 to 0.8
- Mating/contact surfaces: Ra 1.6
- General machined: Ra 3.2 (or leave unspecified)
- Non functional: Do not specify
Cost Impact
| Finish | Relative Cost |
|---|---|
| Ra 6.3 (rough machine) | 1.0x (baseline) |
| Ra 3.2 (standard) | 1.0x to 1.1x |
| Ra 1.6 (fine machine) | 1.2x to 1.5x |
| Ra 0.8 (very fine / grinding) | 1.5x to 2.5x |
| Ra 0.4 (precision grinding) | 2x to 4x |
Moving from Ra 3.2 to Ra 0.8 can double your machining cost on that surface due to additional operations, slower speeds, and grinding time.
Frequently Asked Questions
Ra (Roughness Average) is the arithmetic average height of surface peaks and valleys measured in micrometers. It is the most commonly used surface roughness parameter. Lower Ra means smoother surface.
Ra measures the average of all surface irregularities. Rz measures the average of the 5 highest peak to valley distances. Rz is typically 4 to 6 times larger than Ra for the same surface. Rz is better for detecting individual deep scratches.
Ra 3.2 means the average surface roughness is 3.2 micrometers (0.0032mm). This is the most common specification for general purpose CNC machined surfaces. It feels smooth to the touch but you can see faint tool marks.
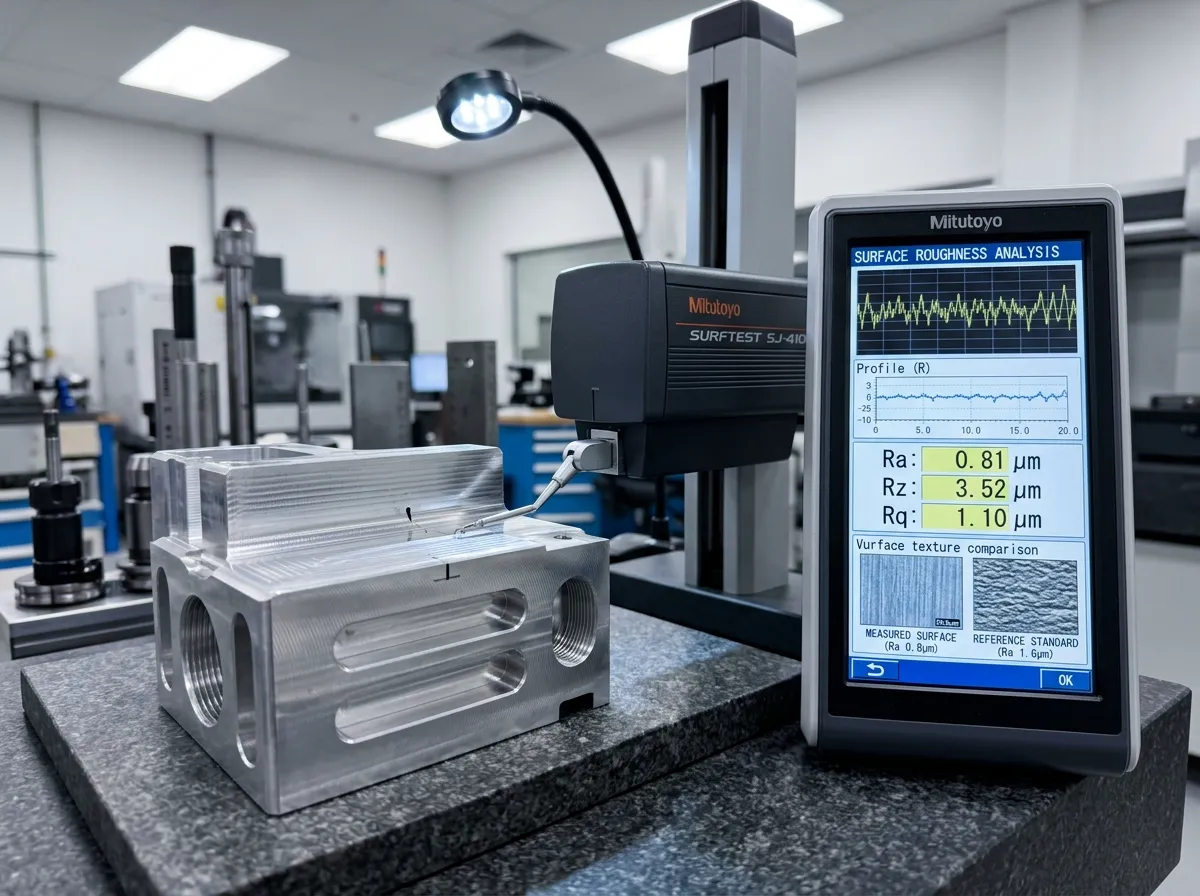
Using a profilometer (surface roughness tester). A diamond tipped stylus traces across the surface and records the vertical displacement. The instrument calculates Ra, Rz, and other parameters from this trace.
Use the standard surface finish symbol with the Ra value in micrometers on specific surfaces. Only specify tight finishes on functional surfaces (bearing seats, seals, mating faces). Leave non critical surfaces unspecified.