TIG vs MIG vs Spot Welding: Which Method for Your Assembly?
By Adil, Managing Director at AMN Engineering · · 8 min read

TIG vs MIG vs spot welding. Three welding methods that produce very different results in strength, speed, appearance, and cost. Choosing the wrong one means paying more for welds you do not need, or getting welds that are not strong enough for the application.
This guide compares all three methods in simple terms. We use all three at AMN Engineering in Lahore for different types of metal fabrication work, and we choose the method based on the material, the joint type, the volume, and the quality requirements of each project.
The Quick Guide
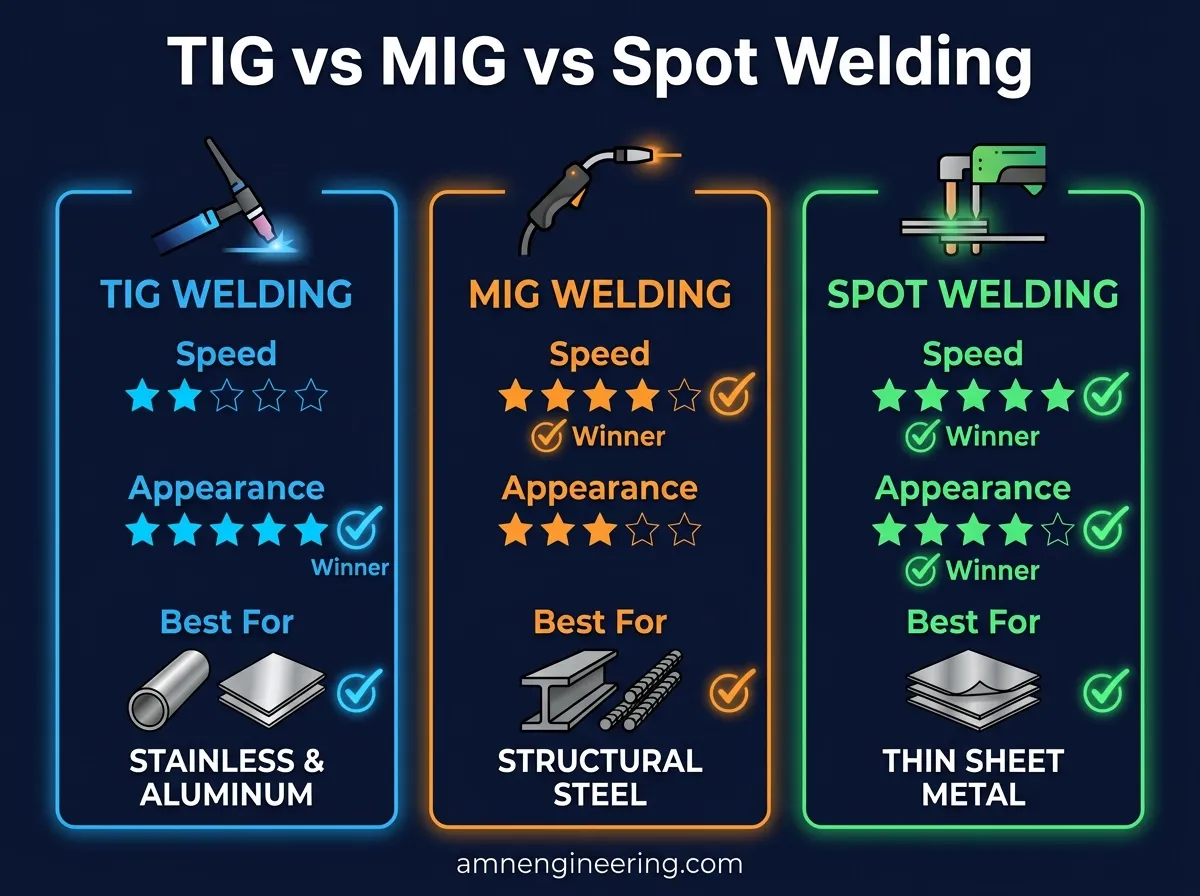
Choose TIG when appearance and precision matter. Best for stainless steel, aluminum, thin materials, and visible welds. Slowest and most expensive, but produces the cleanest, strongest joints.
Choose MIG when speed and production volume matter. Best for mild steel fabrication, structural work, and general purpose welding. Faster and cheaper than TIG. Good strength, acceptable appearance.
Choose spot welding when joining thin sheet metal at high speed. Best for enclosures, brackets, panels, and assemblies where localized connection points are sufficient. Fastest and cheapest for thin sheet, but limited to lap joints on thin material.
How TIG Welding Works
TIG (Tungsten Inert Gas) welding uses a non consumable tungsten electrode to create the arc. The welder manually feeds a separate filler rod into the weld pool while an inert gas (typically argon) shields the weld from atmospheric contamination.
TIG requires more skill than MIG because the welder controls the torch, the filler rod, and the foot pedal (which adjusts current) simultaneously. This manual control is what produces the clean, precise welds that TIG is known for.
TIG Strengths
- Cleanest, most precise welds
- No spatter
- Excellent for thin materials (down to 0.5mm)
- Best appearance (the "stack of dimes" bead pattern)
- Superior weld quality on stainless steel and aluminum
- Best for pressure vessels, food grade, and pharmaceutical fabrication
TIG Limitations
- Slowest welding process
- Most expensive (skilled welder + slower speed)
- Not practical for thick materials or long continuous runs
- Requires highly skilled welders
How MIG Welding Works
MIG (Metal Inert Gas) welding uses a continuously fed consumable wire electrode. The wire feeds automatically through the welding gun while shielding gas (typically a mix of argon and CO2 for steel) protects the weld. The welder simply guides the gun along the joint.
MIG is easier to learn and much faster than TIG because the wire feeds automatically. This makes it the standard method for production welding in metal fabrication shops.
MIG Strengths
- Fast (2 to 4 times faster than TIG)
- Easy to learn and operate
- Good for thick materials (3mm and above)
- Good penetration on structural joints
- Continuous wire feed means less downtime
- Most cost effective for production fabrication
MIG Limitations
- Produces spatter (small metal droplets around the weld)
- Less precise than TIG
- Not ideal for very thin materials (under 1mm)
- Weld appearance is rougher than TIG
- May require post weld grinding for visible applications
How Spot Welding Works
Spot welding (resistance spot welding) clamps two overlapping sheets of metal between two copper electrodes and passes a high electrical current through the contact point. The resistance of the metal generates heat, which melts the metal at the contact point and fuses the sheets together.
The result is a small circular weld "nugget" that joins the two sheets. No filler metal, no shielding gas, and no flux is needed. The process takes less than a second per spot.
Spot Welding Strengths
- Extremely fast (less than 1 second per spot)
- No consumables needed (no wire, no gas)
- Clean process (no spatter, no fumes)
- One side remains unmarked (important for visible surfaces)
- Excellent for thin sheet metal (0.5mm to 3mm)
- Consistent, repeatable joints
Spot Welding Limitations
- Only works on lap joints (overlapping sheets)
- Limited to thin materials (typically under 3mm)
- Not suitable for continuous seam welds
- Cannot weld dissimilar thicknesses easily
- Joint strength is lower than continuous TIG or MIG welds
The Full Comparison
| Factor | TIG Welding | MIG Welding | Spot Welding |
|---|---|---|---|
| Speed | Slow | Fast (2 to 4x TIG) | Very fast (under 1 sec/spot) |
| Weld Appearance | Excellent (clean, precise) | Good (some spatter) | Minimal visible marks |
| Weld Strength | Highest quality | Good structural strength | Adequate for sheet metal |
| Best Material Thickness | 0.5mm to 6mm | 3mm and above | 0.5mm to 3mm |
| Best Materials | Stainless steel, aluminum, all metals | Mild steel, structural steel | Mild steel sheet, galvanized sheet |
| Skill Required | High | Moderate | Low (machine controlled) |
| Cost per Meter | Highest | Moderate | Lowest |
| Filler Metal | Separate rod (manual feed) | Continuous wire (auto feed) | None needed |
| Shielding Gas | Argon | Argon/CO2 mix | None needed |
| Post Weld Finishing | Rarely needed | Often needs grinding | Rarely needed |
| Best For | Precision, visible, food grade | Production fabrication, structural | Sheet metal assemblies, enclosures |
When to Choose Each Method
Choose TIG When:
- Weld appearance matters (visible joints on finished products)
- Working with stainless steel or aluminum
- Material is thin (under 3mm) and burn through risk is high
- Food grade or pharmaceutical fabrication (SS304/316)
- Pressure vessel or critical structural welds per ASME standards
- Quality is more important than speed
Choose MIG When:
- Production speed matters (high volume fabrication)
- Working with mild steel or carbon steel
- Material is 3mm or thicker
- Structural fabrication (frames, chassis, tanks, brackets)
- General metal fabrication and assembly work
- Budget is a priority and appearance is secondary
Choose Spot Welding When:
- Joining thin sheet metal (under 3mm)
- High volume production (hundreds or thousands of identical assemblies)
- Clean appearance needed on one side (no visible weld marks)
- Making enclosures, panels, or brackets from sheet metal
- Lap joint configuration (overlapping sheets)
At AMN Engineering, most of our fabrication work uses MIG for structural assemblies and TIG for stainless steel components. Spot welding is used for sheet metal enclosures and thin brackets. We select the method based on your material, thickness, and quality requirements.
Frequently Asked Questions
TIG welding generally produces stronger, higher quality welds with fewer defects. The slower, more controlled process creates a cleaner weld pool with less porosity and better penetration. MIG welds are also strong for structural applications but may have more spatter and slightly less precision. For critical structural and pressure vessel work, TIG is preferred.
Yes. MIG welding is significantly faster than TIG because it uses a continuously fed wire electrode. MIG can weld 2 to 4 times faster than TIG on the same joint. This makes MIG the preferred choice for production welding where speed and volume matter more than cosmetic appearance.
Use spot welding when joining thin sheet metal (typically under 3mm), when you need fast high volume production, when the joint only needs localized connection points rather than a continuous seam, and when appearance on one side must remain clean. Spot welding is common in automotive body panels, enclosures, brackets, and sheet metal assemblies.
Yes. TIG welding is the preferred method for stainless steel because it produces clean, precise welds with minimal discoloration and no spatter. The argon shielding gas protects the weld from oxidation, which is critical for stainless steel. Food grade and pharmaceutical stainless steel fabrication almost always uses TIG welding.
MIG welding is the cheapest for most production work because of its speed. Spot welding is cheapest for high volume thin sheet metal joining. TIG welding is the most expensive per meter of weld due to slower speed, but it saves money on jobs where the weld must be perfect with no rework or grinding.