Laser Cutting vs Plasma Cutting vs Waterjet: Which One Should You Choose?
By Adil, Managing Director at AMN Engineering · · 12 min read

Laser cutting vs plasma cutting vs waterjet. Three different ways to cut metal, and engineers argue about them constantly. Which one gives the best edge? Which is cheapest? Which handles thick plates?
The truth is there is no single "best" process. Each one wins in different situations. The right choice depends on your material, your thickness, your tolerance requirements, your budget, and your batch size.
This guide compares all three processes across cost, speed, edge quality, thickness limits, heat distortion, and material compatibility. We cut metal every day at our factory in Lahore using fiber laser technology, and we regularly advise clients on when laser is the right choice and when they should consider plasma or waterjet instead.
The Short Answer
If you are in a hurry, here is the quick guide:
Choose laser cutting when you need clean edges, tight tolerances, and fast turnaround on metals under 20mm thick. Best for brackets, panels, enclosures, and precision sheet metal parts. Lowest cost per part for thin materials.
Choose plasma cutting when you are cutting thick steel plates (over 20mm), edge finish is not critical, and budget matters more than precision. Best for structural steel, heavy fabrication, and parts that will be welded or ground afterward.
Choose waterjet cutting when you need zero heat distortion, when you are cutting non metals (glass, stone, composites), or when working with heat sensitive alloys. Best for aerospace, medical, and specialty applications.
Now let us look at the details.
How Each Process Works
Understanding the basics helps explain why each process behaves differently.
Laser Cutting: Focused Light Melts the Metal
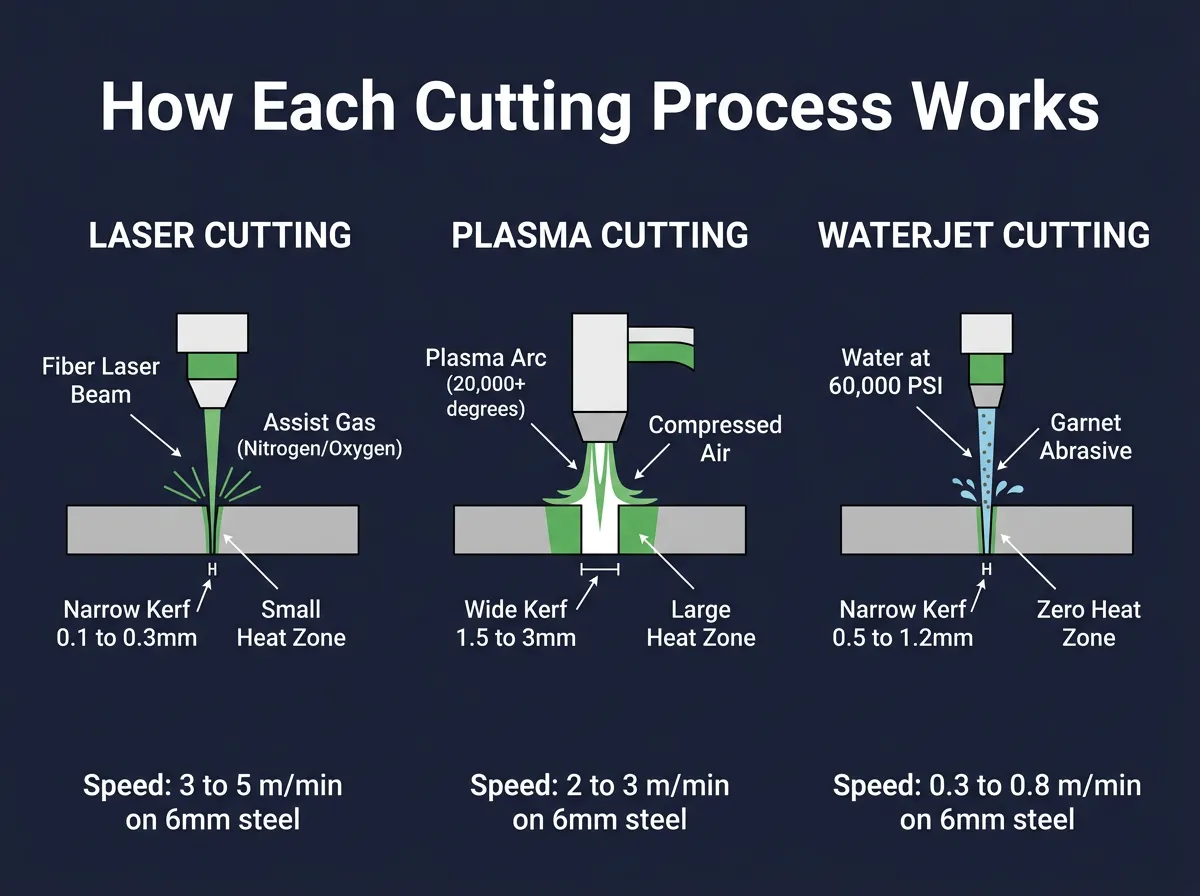
A fiber laser generates a powerful beam of focused light (typically 1kW to 6kW for industrial cutting). This beam melts or vaporizes the metal along a very narrow path called the kerf. An assist gas (nitrogen or oxygen) blows the molten metal away from the cut.
The result is a very narrow cut (0.1 to 0.3mm kerf width), minimal heat affected zone, and an edge that is clean enough to use without any secondary finishing for most applications.
Plasma Cutting: Superheated Gas Melts Through Metal
Plasma cutting uses an electrically charged gas (usually compressed air or nitrogen) that reaches temperatures above 20,000°C. This superheated plasma arc melts through the metal and blows the molten material out of the cut.
Plasma removes metal much faster than laser on thick plates, but the kerf is wider (1.5 to 3mm), the heat affected zone is larger, and the edge is rougher. It is the workhorse of heavy steel fabrication.
Waterjet Cutting: High Pressure Water Erodes the Material
Waterjet cutting forces water through a tiny nozzle at pressures between 30,000 and 90,000 PSI. For metals, abrasive garnet particles are mixed into the water stream. This abrasive waterjet erodes through virtually any material without generating heat.
The key advantage is that waterjet is a cold process. No heat means no thermal distortion, no heat affected zone, and no change to the material properties near the cut edge. The downside is that it is the slowest and most expensive of the three methods.
The Full Comparison Table
Here is the complete side by side comparison across every factor that matters:
| Factor | Laser Cutting | Plasma Cutting | Waterjet Cutting |
|---|---|---|---|
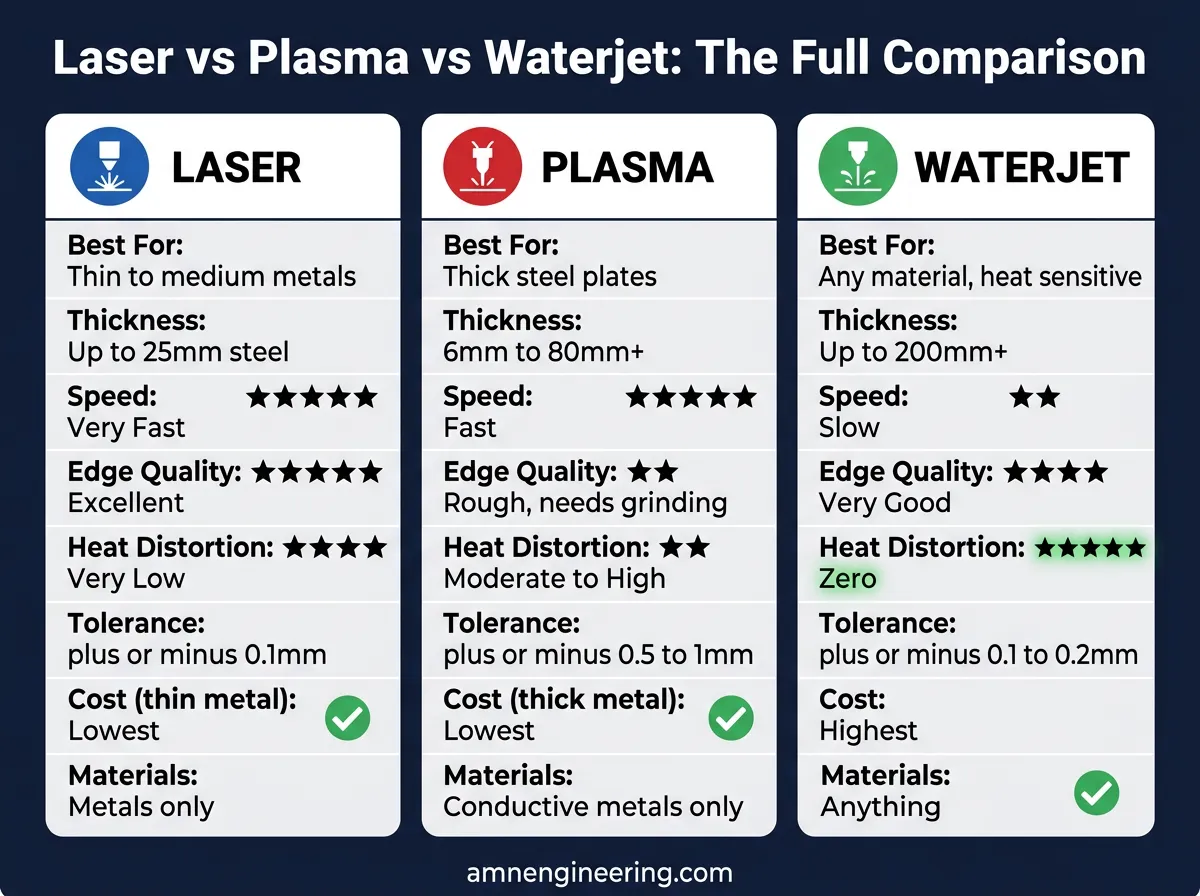
| Best For | Thin to medium metals, precision parts | Thick metals, structural steel | Any material, heat sensitive work |
| Thickness Range (Steel) | Up to 25mm | 6mm to 80mm+ | Up to 200mm+ |
| Sweet Spot Thickness | 1mm to 12mm | 12mm to 50mm | 10mm to 100mm |
| Cutting Speed (6mm steel) | Very fast (3–5 m/min) | Fast (2–3 m/min) | Slow (0.3–0.8 m/min) |
| Kerf Width | Very narrow (0.1–0.3mm) | Wide (1.5–3mm) | Narrow (0.5–1.2mm) |
| Edge Quality | Excellent (Ra 3.2–6.3) | Rough (needs grinding) | Very good (smooth, burr free) |
| Heat Affected Zone | Small (0.1–0.5mm) | Large (1–3mm) | None (cold process) |
| Tolerance | ±0.1mm achievable | ±0.5 to 1mm typical | ±0.1 to 0.2mm achievable |
| Heat Distortion | Very low | Moderate to high | Zero |
| Material Types | Metals only | Conductive metals only | Any material |
| Noise Level | Low | High | Moderate |
| Operating Cost | Low to moderate | Lowest | Highest |
| Secondary Finishing | Rarely needed | Almost always | Rarely needed |
Cost: Which Process Is Cheapest?
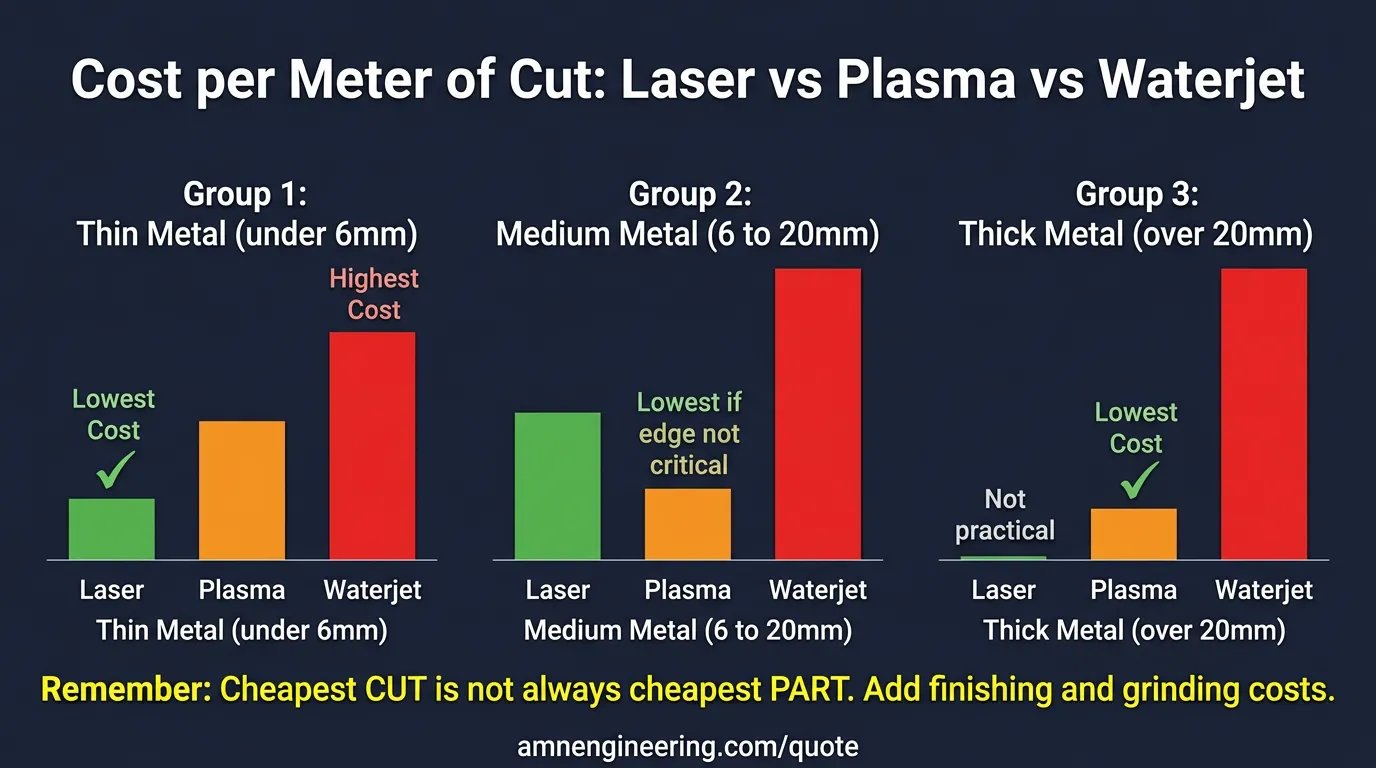
Cost is what most buyers ask about first. The answer depends entirely on your material thickness and quantity.
Thin Metals (Under 6mm): Laser Wins
For sheet metal under 6mm thick, laser cutting is the cheapest option by far. The cutting speed is extremely high (a 2kW fiber laser cuts 3mm mild steel at roughly 4 to 5 meters per minute), which means more parts per hour and lower cost per part.
Laser also eliminates secondary finishing for most applications. The edge comes off the machine clean enough to weld, paint, or assemble directly. With plasma, you would need to add grinding or deburring time, which increases the total cost.
Medium Thickness (6mm to 20mm): Laser or Plasma, Depends on Edge Requirements
In this range, both laser and plasma can do the job. Laser costs more per meter of cut but delivers a clean edge with no finishing needed. Plasma costs less per meter but the edge is rough and usually needs grinding.
The real comparison: Laser cut price + zero finishing vs Plasma cut price + grinding labor. For many parts, laser ends up cheaper overall because you skip the finishing step entirely.
Thick Plates (Over 20mm): Plasma Wins on Cost
Once you go above 20mm, laser cutting slows down significantly and some machines cannot handle the thickness at all. Plasma cutting becomes the clear winner on cost. It cuts 25mm steel plate at high speed with low consumable costs.
Waterjet can also cut thick plates, but the operating cost is 3 to 5 times higher than plasma due to abrasive garnet consumption and slow cutting speed.
Waterjet: Most Expensive, but Sometimes the Cheapest Overall
Waterjet has the highest per meter cutting cost. However, if your application requires zero heat distortion and tight tolerances, waterjet may actually save you money by eliminating post processing, reducing rejection rates, and avoiding heat treatment correction.
Edge Quality: Which Gives the Cleanest Cut?
Edge quality determines whether your part needs secondary finishing or can go straight to assembly, welding, or coating.
Laser: The Cleanest Edge
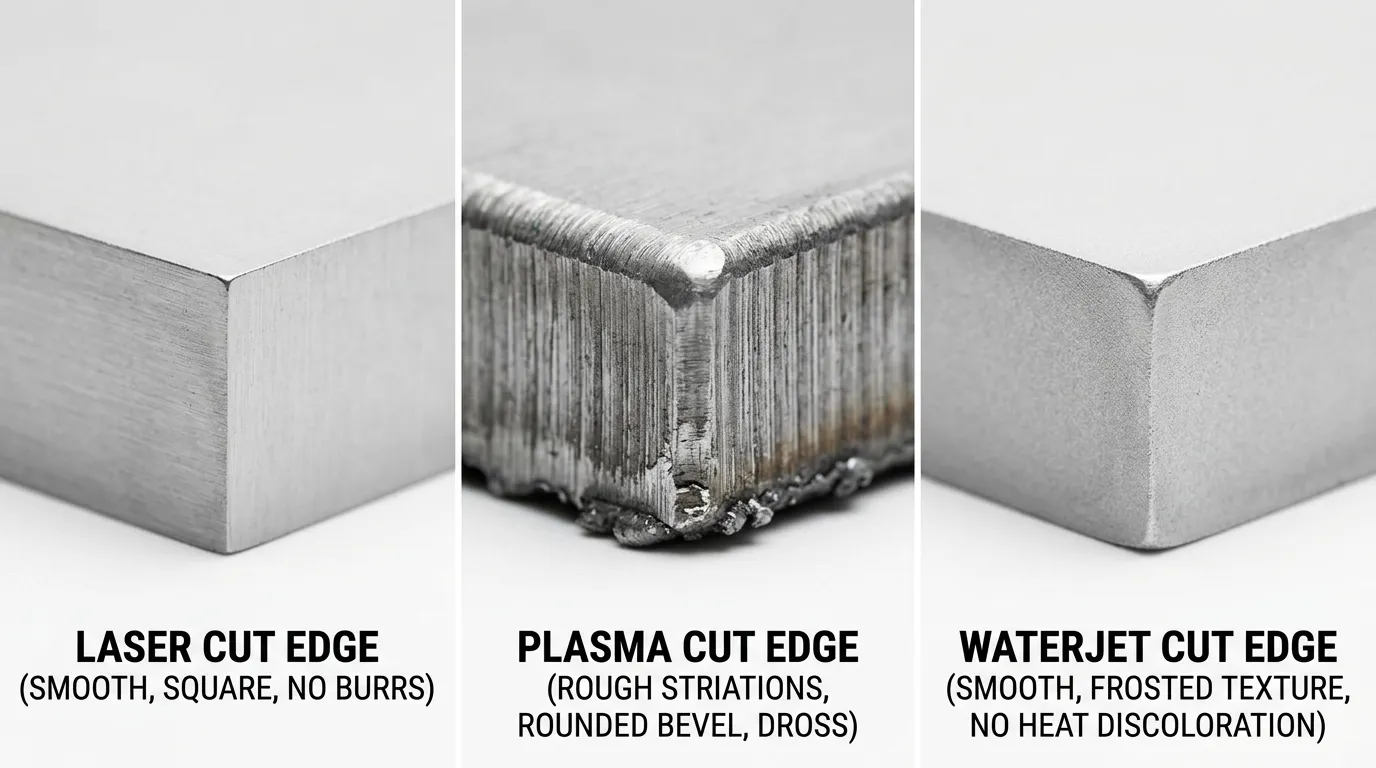
Laser cutting produces an excellent edge finish, typically Ra 3.2 to 6.3 micrometers on mild steel under 10mm. The cut edge is smooth, square, and essentially burr free. For most sheet metal applications (brackets, panels, enclosures, guards, covers), the laser cut edge requires zero finishing before the next manufacturing step.
On thicker materials (above 12mm), laser edge quality starts to decline. You may see slight striations (lines) on the cut face, and the bottom edge may have minor dross buildup. This is still much better than plasma, but not as clean as what you get on thin sheet.
Plasma: Rough Edge, Needs Finishing
Plasma cutting produces a noticeably rougher edge compared to laser. The cut face shows striations, the top edge often has a rounded bevel, and the bottom edge commonly has dross (hardened metal deposits) that must be removed by grinding.
For structural steel work, heavy fabrication, and parts that will be welded and then ground smooth, this does not matter. The welder grinds the edge anyway. But for visible parts, precision assemblies, or parts that go directly to coating, plasma edges are not acceptable without extra work.
Waterjet: Smooth and Cold
Waterjet produces a smooth, burr free edge with no heat affected zone at all. Edge quality depends on cutting speed. Slow cutting gives a very smooth finish (comparable to laser). Fast cutting leaves a slightly rougher "frosted" texture on the bottom portion of the cut, but this is still much better than plasma.
The biggest advantage of waterjet edge quality is the complete absence of thermal effects. There is no discoloration, no hardened zone, no microstructure change near the edge. For materials where these factors matter (stainless steel, titanium, hardened alloys), waterjet is the only option that preserves material properties at the cut edge.
Thickness: What Can Each Process Cut?
Laser Cutting Thickness Limits
Laser cutting capacity depends on the machine's power rating:
| Laser Power | Mild Steel Max | Stainless Steel Max | Aluminum Max |
|---|---|---|---|
| 1 kW | 8mm | 4mm | 3mm |
| 2 kW | 12mm | 8mm | 6mm |
| 4 kW | 20mm | 12mm | 10mm |
| 6 kW | 25mm | 20mm | 16mm |
The "sweet spot" for laser cutting (where speed, edge quality, and cost are all optimal) is 1mm to 12mm for mild steel and 1mm to 8mm for stainless steel. Beyond these thicknesses, laser still works but becomes slower and more expensive per part.
Plasma Cutting Thickness Limits
Plasma cutting handles 6mm to 80mm+ on mild steel. Below 6mm, plasma is overkill and laser is better. Above 80mm, you need specialized heavy duty plasma systems.
The sweet spot for plasma is 12mm to 50mm where it offers the best balance of speed, cost, and cut quality.
Waterjet Cutting Thickness Limits
Waterjet can cut virtually any thickness up to 200mm or more. It is the only process that can handle extremely thick materials while maintaining reasonable tolerances. However, cutting speed drops significantly as thickness increases. Cutting 100mm steel by waterjet might take 10 times longer than cutting 10mm steel.
Speed: Which Process Is Fastest?
Speed matters when you have large volumes or tight deadlines. Here is a real world comparison on 6mm mild steel:
| Process | Cutting Speed (6mm Mild Steel) | Relative Speed |
|---|---|---|
| Laser Cutting | 3 to 5 meters per minute | Fastest |
| Plasma Cutting | 2 to 3 meters per minute | Fast |
| Waterjet Cutting | 0.3 to 0.8 meters per minute | Slow |
On thin material (under 6mm), laser is roughly 5 to 10 times faster than waterjet and about 1.5 to 2 times faster than plasma. This speed advantage is the main reason laser cutting dominates sheet metal work.
On thick material (above 25mm), plasma becomes the speed champion because laser either cannot cut the thickness or slows down dramatically.
Waterjet is always the slowest of the three, regardless of thickness. This is the main reason waterjet has the highest cost per part.
Materials: What Can Each Process Handle?
Laser Cutting
Laser cuts metals only: mild steel, stainless steel, aluminum, brass, copper, and some alloys. Highly reflective metals like copper and brass require higher power lasers and careful parameter settings.
Laser cannot cut non metals like stone, glass, composites, or ceramics (at least not with standard fiber laser equipment used for industrial metal cutting).
Plasma Cutting
Plasma only works on electrically conductive materials. This includes steel, stainless steel, aluminum, copper, and brass. It cannot cut non conductive materials like wood, plastic, glass, or stone.
Waterjet Cutting
Waterjet is the most versatile process. It can cut virtually any material: metals (all types including titanium and hardened steels), stone, marble, granite, glass (including tempered glass), carbon fiber, composites, rubber, foam, plastics, wood, and ceramics.
If your project involves non metal materials or a mix of metals and non metals, waterjet is your only option among these three processes.
When to Choose Laser Cutting
Choose laser cutting when:
Your material is under 20mm thick. Laser cutting is most efficient on thin to medium sheet metal and plate. For steel under 12mm, laser is almost always the best choice on cost, speed, and quality combined.
You need clean edges without secondary finishing. If your parts go directly to welding, assembly, painting, or powder coating after cutting, laser saves you the cost and time of grinding.
You are making precision parts. Laser holds tolerances of ±0.1mm, which is significantly tighter than plasma. For parts that need to fit together accurately (brackets, enclosures, panels, flanges), laser is the right process.
You want fast turnaround. Laser is the fastest cutting process for thin materials. A batch of 100 brackets in 3mm steel can be cut in under an hour.
You are cutting sheet metal parts. Brackets, panels, guards, enclosures, mounting plates, signage, decorative screens. These are the bread and butter of laser cutting.
At AMN Engineering, we use fiber laser cutting as our primary sheet metal process. Combined with metal fabrication (bending, welding, finishing) and hot dip galvanizing, we take your parts from a flat sheet to a finished, coated assembly under one roof.
When to Choose Plasma Cutting
Choose plasma cutting when:
Your material is thicker than 20mm. Plasma really shines on thick plate work. For 25mm to 50mm steel, plasma offers the best balance of speed and cost. Laser becomes slow and expensive at these thicknesses, and waterjet is even slower.
Edge finish is not critical. If your parts will be welded, ground, or machined after cutting, the rougher plasma edge does not matter. Structural beams, heavy brackets, base plates, and weldments are perfect plasma applications.
Budget is the top priority. Plasma has the lowest equipment and operating costs of the three processes. If you need rough cut shapes from thick steel plate and precision is not your primary concern, plasma is the most economical choice.
You are doing heavy structural fabrication. Steel beams, plate girders, base plates for columns, large brackets for construction. These applications need speed and thickness capacity, not mirror finish edges.
When to Choose Waterjet Cutting
Choose waterjet cutting when:
You need zero heat distortion. Waterjet is a cold process. No heat means no warping, no thermal stress, no heat affected zone, and no change to the material properties near the cut. For heat sensitive applications (aerospace components, medical devices, hardened tool steels), waterjet is the safest choice.
You are cutting non metal materials. Glass, stone, marble, composites, carbon fiber, rubber, foam, ceramics. Waterjet is the only process among these three that can handle non metallic materials.
Material properties must be preserved. Some alloys change their hardness, strength, or corrosion resistance when exposed to cutting heat. Waterjet avoids this entirely, which is why it is preferred for aerospace grade titanium, Inconel, and similar specialty materials.
Your tolerances are tight and heat distortion is not acceptable. Waterjet achieves ±0.1mm tolerance without any thermal effects. For parts where both precision and material integrity matter, waterjet is the right choice.
You have a small quantity of thick, expensive material. When cutting a $5,000 piece of titanium plate, the last thing you want is a rejected part from heat distortion. Waterjet's slower speed and higher operating cost are easily justified by avoiding expensive scrap.
Frequently Asked Questions
For thin metals under 6mm, laser cutting is the cheapest per meter due to high cutting speed and minimal finishing requirements. For thick metals over 20mm, plasma cutting is the most economical option. Waterjet has the highest operating cost because of abrasive garnet consumption and slow cutting speed, but it can save money overall when the application requires zero heat distortion and no secondary finishing.
Laser cutting gives the cleanest edge on thin to medium metals, with surface roughness around Ra 3.2 to 6.3 micrometers. The edge is smooth, square, and ready for the next manufacturing step without grinding. Waterjet also produces a very good edge with no heat affected zone. Plasma cutting produces the roughest edge and almost always requires secondary grinding or deburring.
A 6kW fiber laser can cut mild steel up to approximately 25mm thick and stainless steel up to 20mm thick. However, the optimal range for laser cutting is 1mm to 12mm where speed, edge quality, and cost are all at their best. For anything thicker than 25mm, plasma or waterjet is the better choice.
Yes. Waterjet is the most versatile cutting process available. It cuts metals (steel, aluminum, titanium, copper, brass), stone, marble, granite, glass (including tempered glass), carbon fiber, composites, rubber, foam, plastics, wood, and ceramics. It is the only practical option for materials that cannot tolerate heat exposure during cutting.
Choose plasma when you are cutting thick steel plate over 20mm, when edge finish is not critical (parts will be welded or ground afterward), when cutting speed matters more than precision, or when budget is the primary concern. Plasma is faster and cheaper than laser on thick plate and does not have the same thickness limitations.
Laser cutting produces a very narrow heat affected zone of approximately 0.1 to 0.5mm, which is much smaller than plasma cutting (1 to 3mm). For the vast majority of applications, laser heat distortion is negligible and does not affect part quality. However, for extremely heat sensitive materials or applications requiring zero thermal effect, waterjet cutting is the better choice because it is a cold process with no heat generation at all.