Forging vs Casting vs CNC Machining: Strength, Cost, and When to Use Each
By Adil, Managing Director at AMN Engineering · · 12 min read

Forging, casting, and CNC machining. Three fundamental manufacturing processes, each with different strengths, costs, and ideal applications. Choosing the wrong process can mean weaker parts, higher costs, or unnecessary lead time.
This guide compares all three processes side by side. No theory. Just a practical breakdown to help you choose the right process for your part, based on 25 years of manufacturing experience at our factory in Lahore.
The Quick Guide
Here is the fastest way to decide:
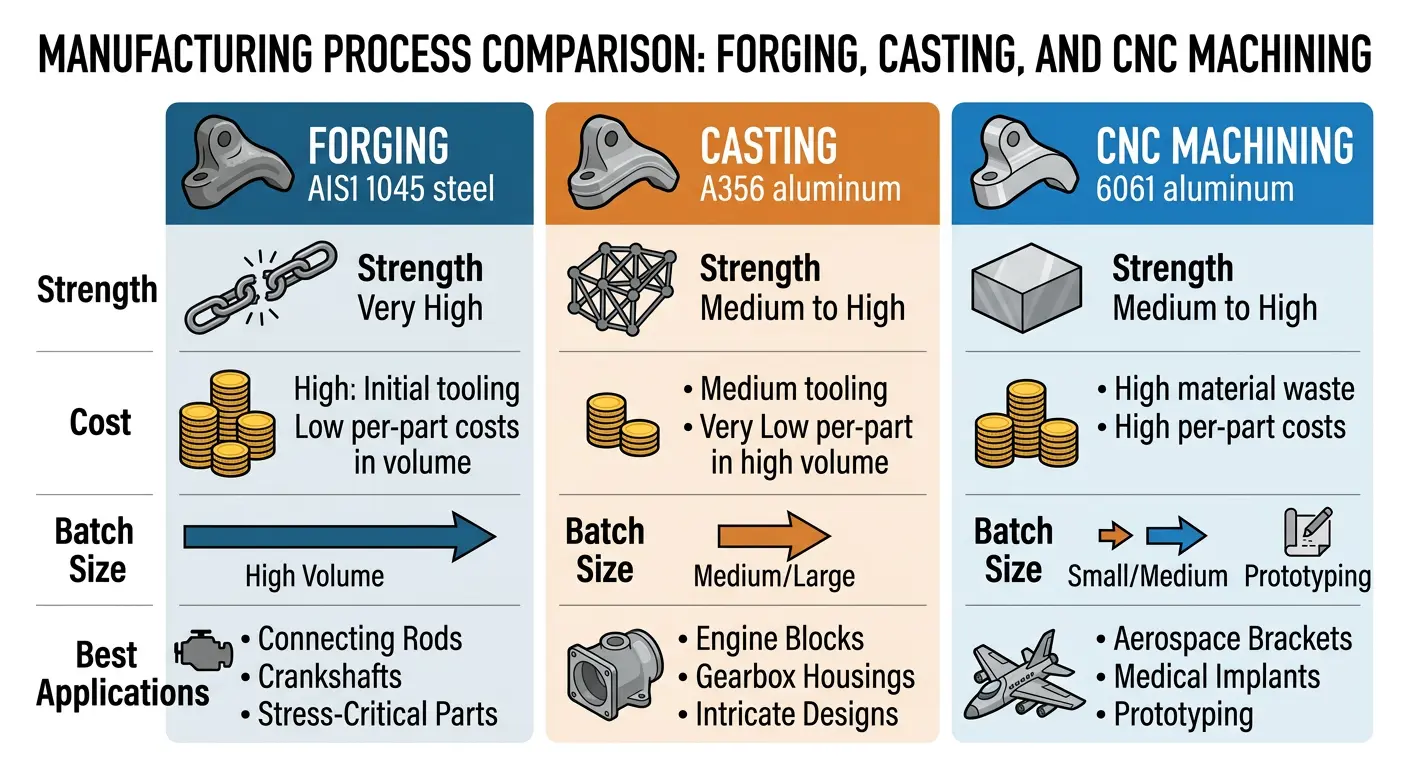
Choose forging when strength and fatigue resistance are critical. Best for shafts, flanges, connecting rods, and any part that must survive cyclic or impact loading.
Choose casting when you need complex internal shapes, very large parts, or high volume production (1,000+ identical parts). Casting can produce hollow cavities, channels, and ports that forging and machining cannot.
Choose CNC machining when you need high precision on small to medium batches (1 to 500 pieces), zero tooling cost, or fast turnaround. Go from drawing to finished part with no dies or molds.
Now let us look at each process in detail.
How Forging Works
Forging shapes metal by applying compressive force. A heated steel billet is pressed or hammered into shape using a forging press or hammer. The metal is not melted. It is deformed in its solid state, which compresses and aligns the internal grain structure of the material.
This grain alignment is what makes forged parts stronger. The metal fibers flow along the contour of the part, creating a denser structure with fewer internal defects than any other manufacturing process.
Open Die Forging
In open die forging, the billet is placed between flat or simple shaped dies and hammered or pressed into shape. The metal is free to flow laterally (it is not fully enclosed). Open die forging is used for large, simple shapes like shafts, rings, discs, and blocks. It is ideal for very large parts that would be too big for closed die tooling.
Closed Die Forging
In closed die forging (also called impression die forging), the billet is placed in a die that contains precisely machined cavities matching the desired part shape. When the press closes, the metal is forced to fill the die cavity completely. Closed die forging produces more complex shapes with tighter tolerances than open die forging, but the die cost is higher.
How Casting Works
Casting works by melting metal and pouring it into a mold cavity. The molten metal fills the mold, solidifies, and takes the shape of the cavity. Once cooled, the casting is removed from the mold and cleaned up.
Sand Casting
Sand casting uses a mold made from compacted sand. A pattern (usually wood or metal) is pressed into the sand to create the cavity. Sand casting has the lowest tooling cost of any casting method but produces the roughest surface finish. It is best for large parts and low to medium volumes.
Die Casting
Die casting injects molten metal at high pressure into a reusable steel mold. The result is an excellent surface finish, tight tolerances, and very fast cycle times. Die casting molds are expensive, but the cost per part is very low at high volumes. Die casting is best for high volume production of small to medium sized parts.
Investment Casting
Investment casting (also called lost wax casting) creates a wax pattern of the part, coats it in ceramic, melts out the wax, and pours metal into the ceramic shell. Investment casting produces very precise parts with excellent surface finish and is ideal for small, complex parts that would be difficult or impossible to make by other casting methods.
How CNC Machining from Billet Works
CNC machining starts with a solid block or bar of metal (called billet) and removes material using cutting tools until the desired shape is achieved. There are no dies, molds, or patterns required. You go directly from a CAD drawing to a finished part.
This is the simplest path from design to part. No tooling investment. No minimum order quantity. No weeks of waiting for dies or molds. A CNC machine can start cutting your part the same day it receives the program.
The main disadvantage of machining from billet is material waste. You start with a solid block and cut away everything that is not your part. For complex shapes, 50 to 80 percent of the raw material can end up as chips. This waste material increases the raw material cost per part, especially for expensive alloys.
The Full Comparison
| Factor | Forging | Casting | CNC Machining from Billet |
|---|---|---|---|
| Strength | Highest (aligned grain) | Lower (potential porosity) | Good (uniform but random grain) |
| Fatigue Resistance | Best | Lowest | Good |
| Internal Defects | Very rare | Common (porosity, shrinkage) | None |
| Complex Internal Shapes | Not possible | Excellent (cavities, channels) | Limited |
| Surface Finish (as produced) | Rough (needs machining) | Moderate to good | Excellent |
| Dimensional Accuracy | Moderate (needs machining) | Good (die casting) to rough (sand) | Excellent (plus or minus 0.01mm) |
| Tooling Cost | High (forging dies) | Moderate to high (molds/patterns) | Zero |
| Cost per Part (low volume) | High | High | Lowest |
| Cost per Part (high volume) | Moderate | Lowest | Highest |
| Ideal Batch Size | 100 to 10,000+ | 500 to 100,000+ | 1 to 500 |
| Material Waste | Low (near net shape) | Very low (near net shape) | High (subtractive) |
| Lead Time (first order) | 4 to 8 weeks (die making) | 3 to 6 weeks (mold making) | 1 to 3 weeks (no tooling) |
| Best For | High strength structural parts | Complex shapes at volume | Precision parts in small batches |
Strength: Why Forging Wins
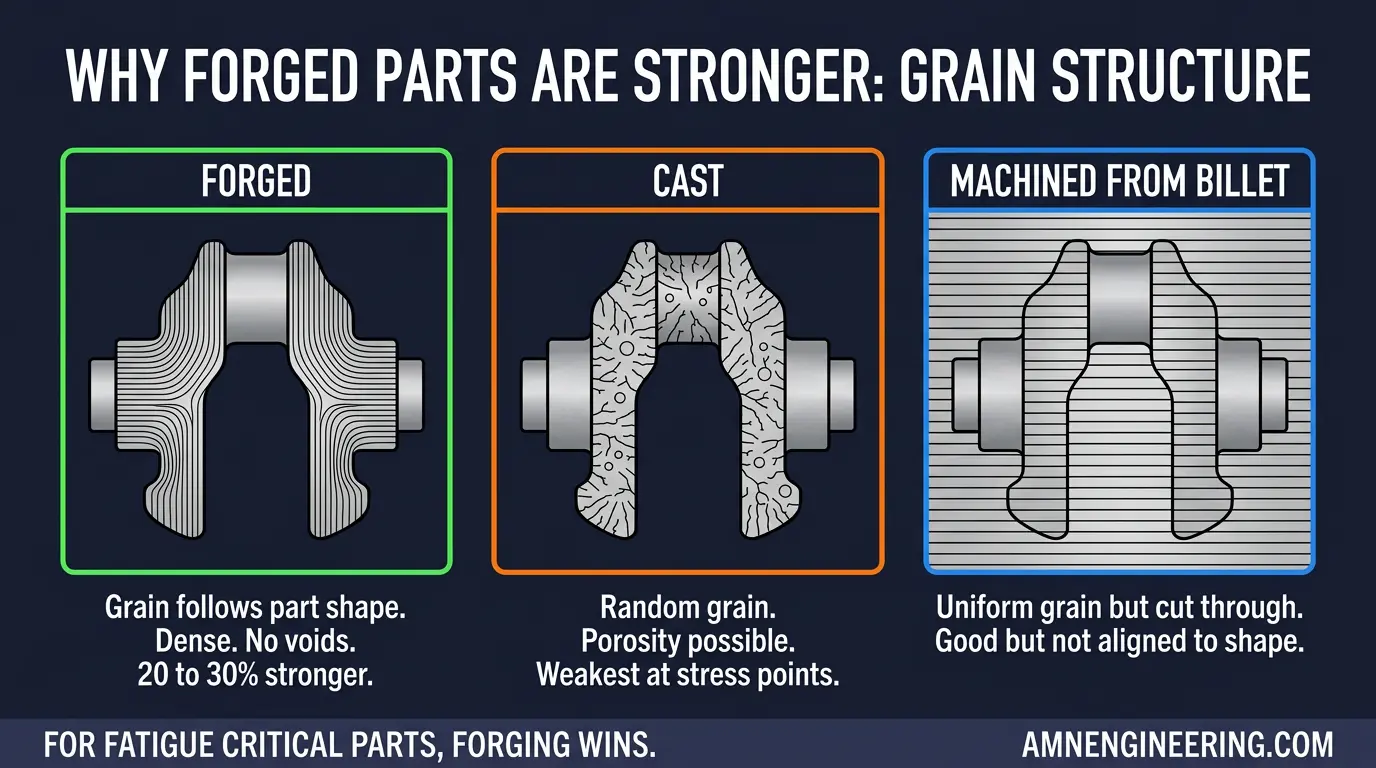
The strength difference between forged, cast, and machined parts comes down to grain structure.
Forged: Compressed and Aligned Grain
When metal is forged, the compressive force compresses the grain structure and aligns the metal fibers along the contour of the part. This creates a continuous, dense grain flow that follows the shape of the component. There are no voids, no porosity, and no weak points where the grain is interrupted. The result is maximum strength and fatigue resistance.
Cast: Random Dendritic Grain
When metal solidifies from a liquid state in casting, it forms a random dendritic (tree like) grain structure. This structure is inherently weaker than forged grain because it can contain porosity (tiny gas bubbles trapped during solidification), shrinkage cavities (voids where the metal contracted as it cooled), and inclusions (non metallic particles trapped in the material). These defects act as stress concentrators and reduce the strength and fatigue life of the part.
Machined from Billet: Uniform but Not Aligned
Billet material (bar stock or plate) has a uniform grain structure from the rolling process at the steel mill. This grain is consistent and free of casting defects. However, when you machine a complex shape from billet, you cut through the grain in random directions. The grain is not aligned to the shape of the part like it is in forging. The result is good strength, better than casting, but not as good as forging for fatigue critical applications.
Real World Strength Differences
In practice, forged parts are typically 20 to 30 percent stronger than equivalent cast parts in tensile and fatigue testing. Under cyclic stress (repeated loading and unloading), forged parts can last 5 to 10 times longer than cast parts before failure. This is why safety critical components like crankshafts, connecting rods, and aircraft landing gear are almost always forged.
Cost: It Depends on Quantity
Small Batches (1 to 100 Parts): CNC Machining Wins
For small quantities, CNC machining is the clear winner on cost. There is zero tooling investment. You send a drawing, we program the machine, and start cutting. Forging dies cost $2,000 to $20,000+ depending on the part complexity. Casting molds cost $1,000 to $10,000+. Those tooling costs make forging and casting uneconomical for small batches because the die or mold cost is spread across very few parts.
Medium Batches (100 to 5,000 Parts): Forging Becomes Competitive
As quantity increases, forging becomes competitive. The die cost is spread across more parts, reducing the per piece tooling contribution. Forging also uses less raw material than machining from billet because the forged shape is near net, requiring only finish machining. For medium batches of structural parts where strength matters, forging often provides the best combination of strength and cost.
High Volumes (5,000+ Parts): Casting Often Wins
At high volumes, casting, particularly die casting, often has the lowest cost per part. Die casting can produce hundreds of parts per hour with minimal manual labor. The mold cost becomes negligible when spread across tens of thousands of parts. For high volume production of parts where casting strength is adequate, casting is hard to beat on cost.
The Hidden Cost: Secondary Machining
Both forged and cast parts usually need CNC machining afterward to achieve final dimensions and surface finish. Forged parts need machining on bearing seats, sealing surfaces, and threaded features. Cast parts need machining on mating faces, bores, and critical surfaces. This secondary machining cost must be factored into the total part cost when comparing processes.
When to Choose Each Process
Choose Forging When
- Strength and fatigue resistance are critical to the application
- The part will experience cyclic or impact loading
- Material integrity must be guaranteed (no porosity, no voids)
- Quantities are 100+ parts and you can justify the tooling investment
- You are willing to invest in forging dies for long term production
- Industry standards or specifications require forged material
Choose Casting When
- The part has complex internal cavities, channels, or ports
- The part is very large and would be impractical to forge or machine from billet
- Production volume is 1,000+ parts and mold cost can be amortized
- Casting strength is adequate for the application
- The material is a casting alloy (certain aluminum, zinc, or iron alloys)
- Die casting surface finish is acceptable without secondary finishing
Choose CNC Machining When
- You need 1 to 500 parts and cannot justify tooling investment
- Tight tolerances (plus or minus 0.01mm) are required on critical features
- The part has complex geometry that cannot be forged
- You need fast turnaround (1 to 3 weeks, not 4 to 8 weeks for tooling)
- You are making prototypes or first article samples
- Design changes are likely and you do not want to modify expensive tooling
Frequently Asked Questions
Yes. Forged parts are generally 20 to 30 percent stronger than cast parts in the same material. Forging compresses and aligns the metal grain structure, creating a denser part with fewer internal defects. Cast parts can contain porosity, shrinkage, and inclusions that reduce strength and fatigue life.
Casting is better for complex internal shapes (hollow cavities, channels, ports), very large parts, and high volume production where mold costs are spread across thousands of parts. Casting is also the only practical method for certain alloys that are difficult or impossible to forge.
Yes. Machining from solid billet produces parts with uniform material properties and zero porosity. However, the grain structure is not aligned to the part shape like forging. Machining from billet is stronger than casting but not as strong as forging for fatigue critical applications.
CNC machining is cheapest for 1 to 100 pieces because there is zero tooling cost. Forging dies and casting molds cost thousands of dollars, making those processes uneconomical for small batches.
Yes, and this is standard practice. Most forged parts are CNC machined after forging to achieve final dimensions and surface finish. Forging produces the near net shape with optimal grain structure. CNC machining then brings it to final tolerances. This combination gives you forging strength with machining precision.