How Hot Dip Galvanizing Protects Steel for 50+ Years
By Adil, Managing Director at AMN Engineering · · 9 min read

Hot dip galvanizing is the most effective and economical method of protecting steel from corrosion. A single dip in molten zinc gives steel a protective coating that lasts 50 to 100 years with zero maintenance.
No painting. No recoating. No rust. For half a century or more.
This guide explains exactly how hot dip galvanizing works, why zinc protects steel so effectively, what coating standards mean, and how long the protection actually lasts in the real world. We operate our own galvanizing line at AMN Engineering in Lahore, processing thousands of tons of steel annually for conduits, fabricated structures, and custom parts.
What Is Hot Dip Galvanizing?
Hot dip galvanizing is a process where clean steel is immersed in a bath of molten zinc at approximately 450 degrees Celsius. The zinc metallurgically bonds with the steel surface, creating a multi layer coating that is physically part of the steel, not just sitting on top of it.
This is different from painting, powder coating, or electroplating, where the coating sits on the surface and can peel, chip, or flake. A galvanized coating is bonded at the molecular level and cannot peel off.
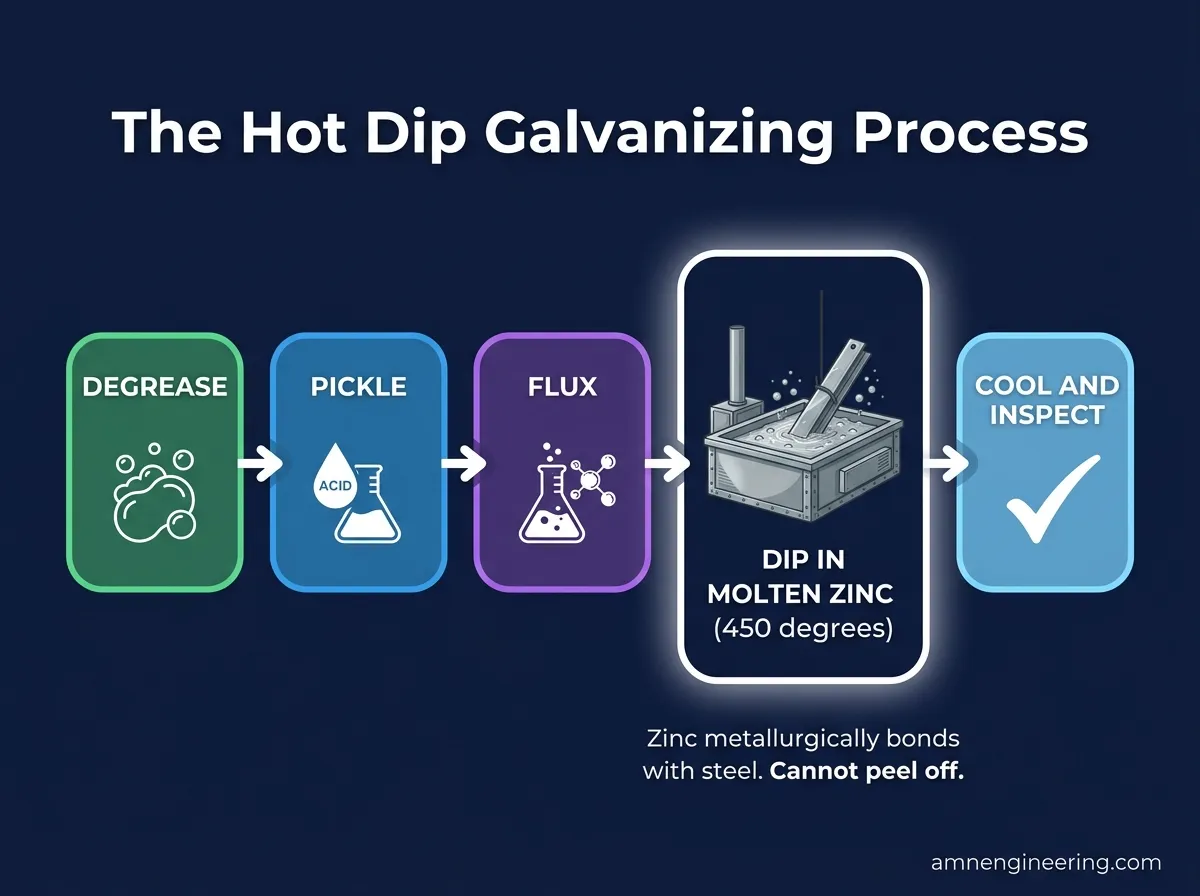
How the Process Works: Step by Step
Step 1: Degreasing
The steel is cleaned in a caustic solution to remove oil, grease, and dirt from the surface. Any contamination left on the surface will prevent the zinc from bonding properly.
Step 2: Acid Pickling
The degreased steel is dipped in hydrochloric or sulfuric acid to remove mill scale and rust. This leaves a clean, reactive steel surface ready for galvanizing.
Step 3: Fluxing
The pickled steel is dipped in a zinc ammonium chloride flux solution. The flux prevents oxidation of the clean steel surface before it enters the zinc bath and promotes the metallurgical reaction between zinc and steel.
Step 4: Galvanizing (The Dip)
The fluxed steel is lowered into the molten zinc bath at 450 degrees Celsius. The zinc reacts with the steel surface to form a series of zinc iron alloy layers. The immersion time varies from a few seconds for thin parts to several minutes for heavy structural items.
Step 5: Cooling and Inspection
The galvanized steel is withdrawn from the bath, allowed to cool, and inspected. Coating thickness is measured using a magnetic thickness gauge to verify compliance with ISO 1461. Surface appearance is visually checked for smooth, continuous coverage.
The Science: Why Zinc Protects Steel
Zinc protects steel through two mechanisms simultaneously:
Barrier Protection
The zinc coating physically separates the steel from the atmosphere, moisture, and corrosive elements. As long as the zinc layer is intact, nothing touches the steel.
Sacrificial (Cathodic) Protection
This is what makes galvanizing unique. Zinc is more electrochemically active than steel (it sits higher on the galvanic series). When both metals are present and exposed to moisture, the zinc corrodes preferentially to protect the steel.
In practical terms, this means that even if the coating is scratched, chipped, or damaged, the surrounding zinc continues to protect the exposed steel. The zinc literally sacrifices itself to keep the steel from rusting.
No paint, powder coat, or plating system provides this sacrificial protection. They are all barrier coatings only. When they are damaged, the steel underneath rusts immediately.
Coating Thickness and Standards
ISO 1461 Minimum Coating Thickness
BS EN ISO 1461 specifies minimum coating thicknesses based on the steel thickness:
| Steel Thickness | Minimum Local Coating | Minimum Mean Coating |
|---|---|---|
| Over 6mm | 70 micrometers | 85 micrometers |
| 3mm to 6mm | 55 micrometers | 70 micrometers |
| 1.5mm to 3mm | 45 micrometers | 55 micrometers |
| Under 1.5mm | 35 micrometers | 45 micrometers |
Thicker steel produces thicker coatings because the longer immersion time (needed to heat the thicker steel through) allows more zinc iron alloy to form.
Coating Structure
A hot dip galvanized coating consists of multiple layers:
- Gamma layer: Zinc iron alloy closest to the steel (75% zinc, 25% iron). Hardest layer.
- Delta layer: Zinc iron alloy (90% zinc, 10% iron).
- Zeta layer: Zinc iron alloy (94% zinc, 6% iron).
- Eta layer: Pure zinc on the outside. Softest layer.
This multi layer structure is what makes galvanizing so durable. Even as the outer pure zinc layer corrodes over decades, the underlying alloy layers continue providing protection.
How Long Does It Last?
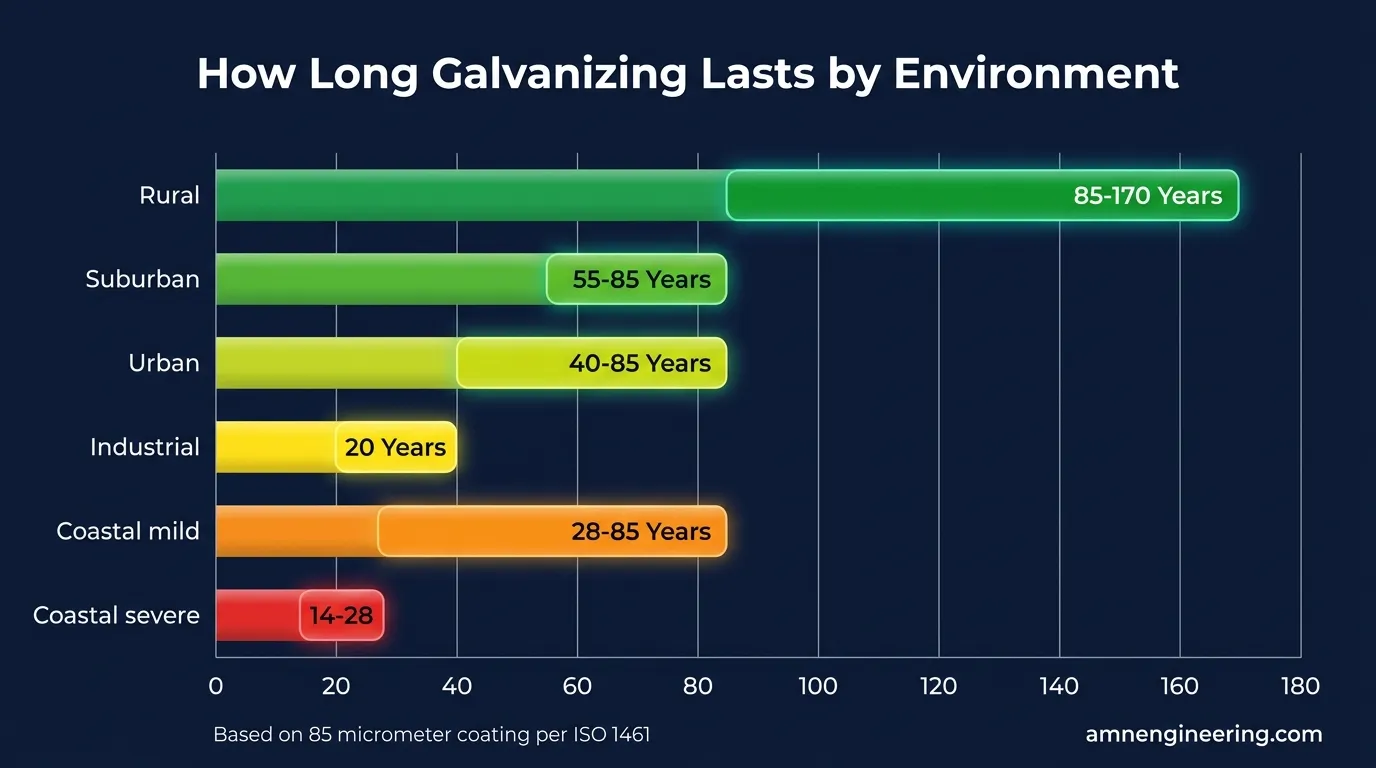
The lifespan of a galvanized coating depends on the environment:
| Environment | Zinc Corrosion Rate | 85 µm Coating Lifespan |
|---|---|---|
| Rural (clean air) | 0.5 to 1 µm/year | 85 to 170 years |
| Suburban | 1 to 1.5 µm/year | 55 to 85 years |
| Urban | 1 to 2 µm/year | 40 to 85 years |
| Industrial | 2 to 4 µm/year | 20 to 40 years |
| Coastal (mild) | 1 to 3 µm/year | 28 to 85 years |
| Coastal (severe) | 3 to 6 µm/year | 14 to 28 years |
According to the American Galvanizers Association, most urban and suburban environments see corrosion rates of 1 to 2 micrometers per year, giving galvanized steel a practical lifespan of 50 to 75+ years.
Self Healing: What Happens When It Gets Scratched
This is the single most important advantage of galvanizing over every other coating method.
When a galvanized surface is scratched, cut, or damaged, the zinc around the damaged area corrodes sacrificially to protect the exposed steel. The zinc forms zinc corrosion products (white patina) that fill the damaged area and continue protecting the steel underneath.
This means:
- Scratches during transport do not compromise protection
- Cut edges on laser cut parts that are galvanized after cutting are fully protected
- Bolt holes, drilled after galvanizing, receive cathodic protection from surrounding zinc
- Minor field damage does not require touch up
No other coating self heals. Paint chips and the steel rusts. Powder coat scratches and the steel rusts. Galvanizing scratches and the zinc heals it.
Common Applications
Hot dip galvanizing is used wherever steel needs long term outdoor protection:
- Steel conduits and fittings: Electrical conduit systems per BS 31 Class 4
- Structural steel: Beams, columns, trusses, frames for buildings and bridges
- Highway infrastructure: Guardrails, sign posts, lighting poles, traffic barriers
- Industrial structures: Platforms, walkways, ladders, handrails, gratings
- Agricultural equipment: Fencing, gates, livestock equipment, storage tanks
- Telecommunications: Tower sections, antenna mounts, cable trays
- Water and wastewater: Pipe supports, access platforms, valve chambers
Frequently Asked Questions
Hot dip galvanizing lasts 50 to 100 years in mild atmospheric conditions and 20 to 50 years in harsh industrial or coastal environments. The zinc coating corrodes at a predictable rate of approximately 1 to 2 micrometers per year in mild environments. A standard coating of 85 micrometers provides roughly 40 to 85 years of protection before the steel is exposed.
Unlike paint or powder coating, galvanized steel self heals when scratched. The surrounding zinc corrodes sacrificially to protect the exposed steel underneath. This is called cathodic protection. The zinc gives up electrons to the steel, preventing the steel from rusting even when the coating is damaged. This self healing property is unique to zinc based coatings.
The steel part is first cleaned by degreasing, acid pickling, and fluxing. It is then dipped into a bath of molten zinc at approximately 450 degrees Celsius. The zinc metallurgically bonds with the steel surface, creating multiple zinc iron alloy layers topped with a layer of pure zinc. The part is then cooled and inspected. The entire process takes minutes.
The primary international standard is BS EN ISO 1461, which specifies minimum coating thicknesses based on the steel thickness, inspection requirements, and testing methods. In North America, ASTM A123 covers structural steel galvanizing and ASTM A153 covers hardware items. These standards ensure consistent quality and minimum protection levels.
Yes, but the zinc coating around the weld area will be burned off during welding and must be repaired. Zinc rich paint or galvanizing spray can be applied to the weld area to restore protection. For best results, welding should be done before galvanizing so the entire assembly including welds receives full zinc protection.