Die Casting vs Sand Casting vs Investment Casting: Which Method for Your Parts?
By Adil, Managing Director at AMN Engineering · · 8 min read

Die casting vs sand casting vs investment casting. Three casting methods that produce very different results in surface finish, dimensional accuracy, cost, and minimum quantities. Choosing the right one depends on your part complexity, material, batch size, and budget.
This guide explains each method in plain language and helps you decide which one is right for your application. At AMN Engineering, we provide die casting for aluminum and zinc alloy parts, and we regularly advise clients on which casting method gives them the best value.
The Quick Guide
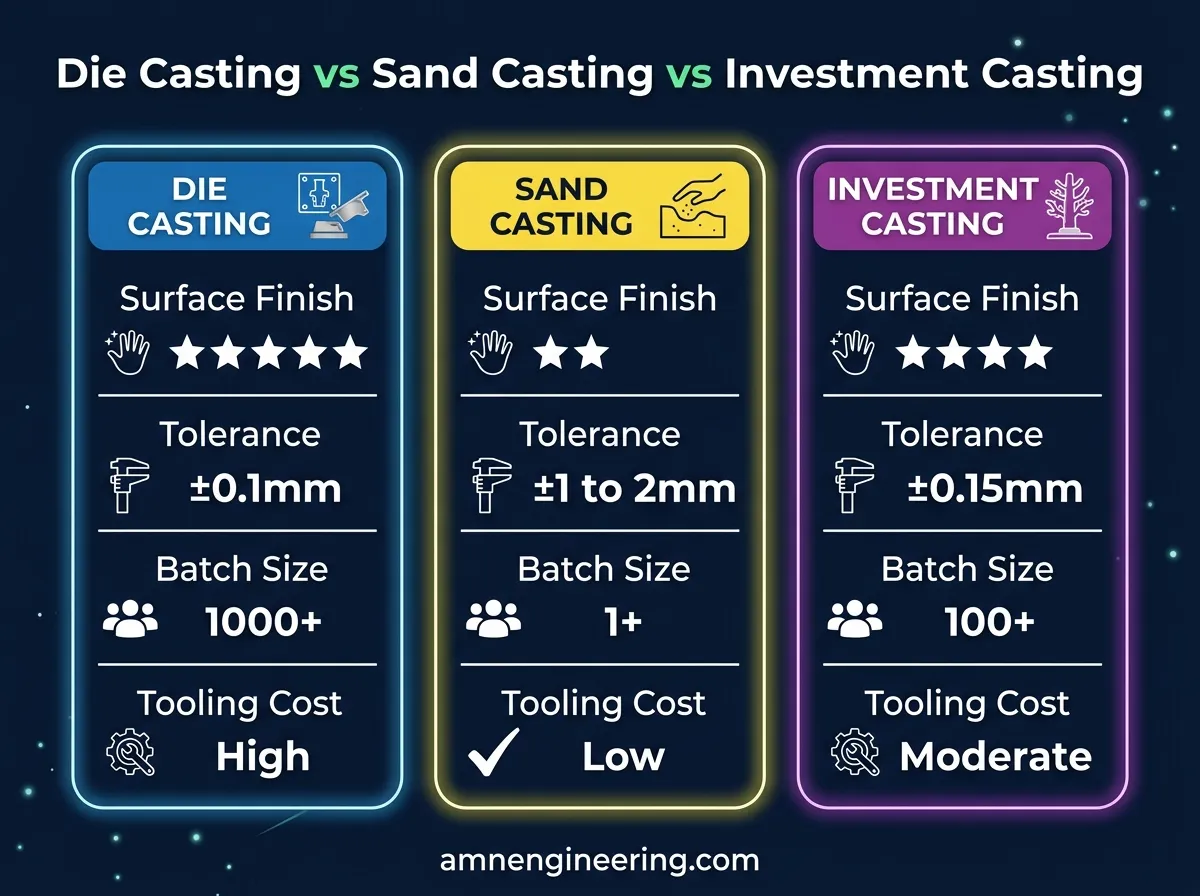
Choose die casting for high volume production (1,000+ parts) in aluminum or zinc alloy. Best surface finish. Fastest production speed. Highest tooling cost.
Choose sand casting for low volume or very large parts. Cheapest tooling. Roughest finish. Works with almost any metal including iron, steel, and large aluminum parts.
Choose investment casting for complex shapes with fine detail in medium to high volumes. Excellent surface finish. Handles both ferrous and non ferrous metals. Moderate tooling cost.
How Die Casting Works
Die casting injects molten metal (typically aluminum, zinc, or magnesium) under high pressure (1,000 to 25,000 PSI) into a precision machined reusable steel mold (the die). The metal fills the cavity in milliseconds, solidifies, and the die opens to eject the finished part.
Die Casting Strengths
- Excellent surface finish (often usable as cast)
- Tight tolerances (plus or minus 0.1mm achievable)
- Very fast cycle time (30 seconds to 2 minutes per part)
- Consistent part to part quality
- Thin walls achievable (down to 1mm)
- Complex shapes with integrated features (bosses, ribs, holes)
Die Casting Limitations
- High tooling cost ($5,000 to $50,000+ per die)
- Limited to non ferrous metals (aluminum, zinc, magnesium, copper)
- Not economical for small batches (need 1,000+ parts to justify die cost)
- Part size limited by machine tonnage
How Sand Casting Works
Sand casting creates a mold by packing sand around a pattern (a replica of the desired part). The pattern is removed, leaving a cavity in the sand. Molten metal is poured into the cavity and allowed to solidify. The sand mold is then broken away to reveal the cast part.
Sand Casting Strengths
- Lowest tooling cost (wooden or metal patterns are cheap)
- Works with virtually any metal (iron, steel, aluminum, bronze, brass)
- No size limit (from small fittings to multi ton pump casings)
- Good for low volume (even single pieces)
- Design changes are cheap (modify the pattern)
Sand Casting Limitations
- Roughest surface finish (sand texture transfers to part)
- Lowest dimensional accuracy (plus or minus 1 to 2mm typical)
- Slower production rate
- More porosity and internal defects than die or investment casting
- Almost always needs CNC machining on critical surfaces
How Investment Casting Works
Investment casting (lost wax process) creates a wax replica of the part, coats it in ceramic shell, melts out the wax, and pours molten metal into the ceramic shell. The ceramic is broken away after solidification to reveal a part with excellent surface finish and fine detail.
Investment Casting Strengths
- Excellent surface finish and detail
- Tight tolerances (plus or minus 0.1 to 0.25mm)
- Works with ferrous and non ferrous metals (steel, stainless, aluminum, titanium)
- Complex shapes with undercuts and thin sections
- Minimal machining needed after casting
Investment Casting Limitations
- Higher cost per part than sand casting
- Slower than die casting
- Tooling cost moderate (wax injection molds)
- Part size typically limited to under 50 kg
- Not economical for very small quantities (pattern mold cost)
The Full Comparison
| Factor | Die Casting | Sand Casting | Investment Casting |
|---|---|---|---|
| Surface Finish | Excellent | Rough | Very good |
| Tolerance | ±0.1mm | ±1 to 2mm | ±0.1 to 0.25mm |
| Tooling Cost | High ($5K to $50K) | Low ($500 to $5K) | Moderate ($2K to $15K) |
| Ideal Batch Size | 1,000 to 100,000+ | 1 to 500 | 100 to 10,000 |
| Production Speed | Very fast | Slow | Moderate |
| Materials | Aluminum, zinc, magnesium | Any metal | Any metal |
| Max Part Weight | Up to 25 kg typical | No practical limit | Up to 50 kg typical |
| Wall Thickness Min | 1mm | 4 to 6mm | 1.5mm |
| CNC Machining Needed | Minimal | Extensive | Moderate |
| Best For | High volume non ferrous | Large or low volume | Complex, precise, medium volume |
When to Choose Each Method
Choose Die Casting When:
- You need 1,000+ identical parts in aluminum or zinc
- Surface finish and dimensional accuracy are important as cast
- Parts have complex shapes with thin walls, ribs, and bosses
- Production speed matters (high volume, fast delivery)
- Parts include housings, enclosures, brackets, covers, and decorative hardware
Choose Sand Casting When:
- You need 1 to 500 parts or even a single prototype
- The part is large (pump casings, valve bodies, machine bases)
- You need iron, steel, or bronze (metals that die casting cannot handle)
- Tooling budget is limited
- Surface finish will be machined or coated anyway
Choose Investment Casting When:
- You need 100 to 10,000 parts with complex geometry
- Fine detail and good as cast surface finish are required
- The material is stainless steel, tool steel, or specialty alloy
- Parts include valve components, pump impellers, turbine blades, or medical devices
- Minimal post casting machining is desired
Frequently Asked Questions
Die casting gives the best surface finish of the three methods because molten metal is injected under high pressure into a precision machined steel mold. Investment casting gives the second best finish. Sand casting gives the roughest finish because the sand mold texture transfers to the part surface.
Sand casting is cheapest for small batches because the mold (sand pattern) is inexpensive to make. Die casting requires expensive steel molds that only make sense at high volumes (typically 1,000+ parts). Investment casting sits in between, with moderate tooling costs and good results at medium volumes.
Die casting injects molten metal under high pressure into a reusable steel mold, producing smooth, dimensionally accurate parts at high speed. Sand casting pours molten metal into a disposable sand mold, producing rougher parts with less dimensional accuracy but at lower tooling cost. Die casting is best for high volume production. Sand casting is best for low volume or large parts.
Use investment casting (lost wax process) when you need complex shapes with fine detail, good surface finish, and tight tolerances in medium to high volumes. It is commonly used for valve components, pump impellers, turbine blades, medical implants, and jewelry. Investment casting handles both ferrous and non ferrous metals.
Yes. Most cast parts require some CNC machining to achieve final dimensions on critical surfaces like sealing faces, bearing bores, and mounting surfaces. Casting produces the near net shape, and CNC machining brings the critical features to final tolerance. This combination is standard practice in manufacturing.